Компания имеет профессиональную команду исследователей и разработчиков с богатым опытом исследований и разработок для литьев из магниевых сплавов с высокой прочностью, большими размерами, сложной структурой и высокими требованиями к металлургическому качеству. В основном разрабатывает и производит новые сверхлегкие магниево-литиевые и высокопрочные термостойкие вакуумно-прецизионные отливки из магниево-редкоземельного сплава.

По сравнению с традиционным атмосферным литьем, вакуумное литье имеет следующие преимущества:
- Высокое качество расплава - вакуумное литье позволяет минимизировать содержание газа в металле и предотвратить окисление металла. Испарение магниевого сплава с низкой температурой плавления уменьшается, так что скорость горения раствора сплава низкая, и в основном нет отклонения между фактическим составом и номинальным составом.
- Высокий выход - при отливке отливки улучшается заполняющая и податочная способность расплавленного металла, уменьшаются такие дефекты, как включение окислительного шлака, разбрызгивание и поры, улучшается выход.
- Хорошая коррозионная стойкость - поскольку вакуумная плавка позволяет получить чистый расплавленный металл с однородным составом, без флюса и меньшим количеством включений, его коррозионная стойкость значительно улучшена по сравнению с обычными производственными отливками (особенно отливками из магниевого сплава).
- Хорошие механические свойства – более низкая температура заливки может быть использована для заливки для уточнения зерен отливок и улучшения механических свойств. Сверхлегкие магниево-литиевые и высокопрочные термостойкие вакуумные высокоточные отливки из магниево-редкоземельного сплава в основном используются в авиационной, аэрокосмической и оружейной технике с сильными требованиями к снижению веса и сложными требованиями к форме и размерам, включая корпуса самолетов, коробки, цилиндры, валы корпуса, диск, кронштейн, кабину ракеты, каркас корабельной консоли и другие детали.
|
Степень |
плотность |
Механические свойства |
Теплопроводность |
Коэффициент линейного расширения |
температура использования/испытания |
государство |
Функции и использование |
|||
|
твёрдость |
прочность на растяжение |
Предел текучести |
Относительное удлинение после разрыва |
|||||||
|
ρ/г•см-3 |
ВН |
Rm/МПа |
Rp0.2/МПа |
A/% |
Вт/мк |
10-61/К |
°С |
|||
|
ЗМ1 |
1.82 |
55-65 |
≥235 |
≥140 |
≥5 |
- |
- |
25 |
Т1 |
Он обладает высокой прочностью на растяжение, пределом текучести и пластичностью, но имеет большую склонность к термическому растрескиванию. Он используется для небольших и равномерно напряженных деталей, таких как отливки авиационных колес. |
|
ЗМ2 |
1.85 |
60 |
≥200 |
≥135 |
≥2 |
130.94 |
25.8 |
25 |
Т1 |
Он обладает высокой прочностью и средней пластичностью, выше, чем высокотемпературные механические свойства и прочность ZM1, и используется для корпусов двигателей, корпусов авиационных двигателей и других компонентов. |
|
ЗМ3 |
1.80 |
55 |
≥120 |
≥85 |
≥1,5 |
134.55 |
23.6 |
25 |
Т2 |
Высокая прочность и сопротивление ползучести при 200-300°C, подходит для длительной работы в диапазоне 150-250°C или отливок, требующих герметичности при комнатной температуре |
|
ЗМ4 |
1.82 |
58 |
≥140 |
≥95 |
≥2 |
123.56 |
23.9 |
25 |
Т1 |
|
|
ЗМ5 |
1.81 |
78 |
≥230 |
≥100 |
≥2 |
83.9 |
26.8 |
25 |
Т6 |
Высокая прочность на растяжение и предел текучести после термообработки, отливки общего назначения для напряженных компонентов, таких как самолеты, двигатели или электроника |
|
ЗМ6 |
1.77 |
70 |
≥230 |
≥135 |
≥3 |
89.59 |
23.2 |
25 |
Т6 |
Высокопрочный и жаропрочный магниевый сплав, высокие механические свойства при комнатной температуре и средняя пластичность, используемые для изготовления корпусов редукторов вертолетов, ребер крыла самолета и других деталей |
|
ЗМ10 |
1.81 |
78 |
≥230 |
≥130 |
≥1 |
89.3 |
26.1 |
25 |
Т6 |
Высокая прочность на растяжение и предел текучести после термообработки, отливки общего назначения для напряженных компонентов, таких как самолеты, двигатели или электроника |
Марка, состав и механические свойства отливок из магниевого сплава
Марка литья из магниевого сплава и химический состав
|
Марка сплава |
Аль |
Зн |
Мн |
РЕ |
Zr |
Нд |
Си |
Фе |
Cu |
Ni |
|
ЗМ1 |
0.02 |
3.5-5.5 |
— |
— |
0.5-1.0 |
— |
— |
— |
0.10 |
0.01 |
|
ЗМ2 |
— |
3.5-5.0 |
0.15 |
0.75-1.75 |
0.4-1.0 |
— |
— |
— |
0.10 |
0.01 |
|
ЗМ3 |
— |
0.2-0.7 |
— |
2.5-4.0 |
0.4-1.0 |
— |
— |
— |
0.10 |
0.01 |
|
ЗМ4 |
— |
2.0-3.1 |
— |
2.5-4.0 |
0.5-1.0 |
— |
— |
— |
0.10 |
0.01 |
|
ЗМ5 |
7.5-9.0 |
0.2-0.8 |
0.15-0.5 |
— |
— |
— |
0.30 |
0.05 |
0.10 |
0.01 |
|
ЗМ6 |
— |
0.1-0.7 |
— |
— |
0.4-1.0 |
2.0-2.8 |
— |
— |
0.10 |
0.01 |
|
ЗМ10 |
9.0-10.7 |
0.6-1.2 |
0.1-0.5 |
— |
— |
— |
0.30 |
0.05 |
0.10 |
0.01 |
Исполнительный стандарт: Национальный стандарт Китайской Народной Республики «GB/T 13820-2018 Отливки из магниевого сплава»
Свойства литья магниевого сплава
|
степень |
состояние термообработки |
Механические свойства |
||
|
прочность на растяжение Rm/MPa |
Предел текучести Rp0.2/МПа |
Относительное удлинение после разрыва A/% |
||
|
ЗМ1 |
Т1 |
235 |
140 |
5.0 |
|
ЗМ2 |
Т1 |
200 |
135 |
2.5 |
|
ЗМ3 |
F |
120 |
85 |
1.5 |
|
Т2 |
120 |
85 |
1.5 |
|
|
ЗМ4 |
Т1 |
140 |
95 |
2.0 |
|
ЗМ5 |
F |
145 |
75 |
2.0 |
|
Т1 |
155 |
80 |
2.0 |
|
|
Т4 |
230 |
75 |
6.0 |
|
|
Т6 |
230 |
100 |
2.0 |
|
|
ЗМ6 |
Т6 |
230 |
135 |
3.0 |
|
ЗМ10 |
F |
145 |
85 |
1.0 |
|
Т4 |
230 |
85 |
4.0 |
|
|
Т6 |
230 |
130 |
1.0 |
|
2.3.1.1 Структура продукта и технологический процесс
- Структура продукта
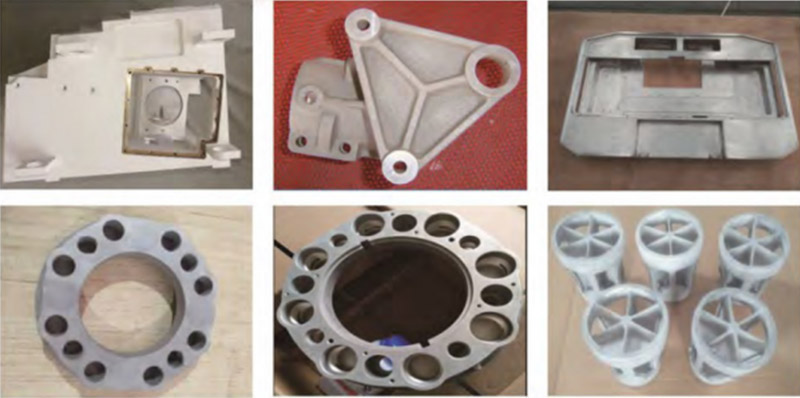
Мы можем разрабатывать малые, средние и крупные сверхлегкие магниево-литиевые и высокопрочные термостойкие магниевые редкоземельные вакуумные прецизионные отливки. Структура продукта показана на следующем рисунке:

Компания Литье Структура Продукта Диаграмма
- Процесс разработки продукта
Процесс литья песка
Линия по производству песчаного литья может производить средние и крупные отливки из алюминиевых и магниевых сплавов с одним весом заготовки менее 1 т и толщиной стенки не менее 3 мм.
Технологический поток песчаного литья: Процесс постобработки отливок, как правило, заключается в следующем:
Технологическая схема процесса литья песка Технологическая схема отливок Постобработка технологического процесса отливок
(1) Процесс инвестиционного литья:
Производственная линия инвестиционного литья может производить отливки из магниевых сплавов малого и среднего размера с одним весом заготовки не более 100 кг, тончайшей толщиной стенки не менее 2 мм и высокими требованиями к качеству поверхности. Технологический процесс вакуумного инвестиционного литья выглядит следующим образом:
Технологическая схема процесса вакуумного инвестиционного литья
2.3.1.1 Дисплей корпуса
Магниевый сплав вакуумное инвестиционное литье ZM5 литой магниевый сплав обладает хорошей текучестью, свариваемостью, низкой склонностью к горячему растрескиванию, после обработки раствора старением, он обладает высокой прочностью на растяжение и пластичность, средней пределом текучести, может использоваться в качестве принудительных компонентов, таких как авиационные переборки, приемники, ракетные установки и т. Д. Наша компания разработала специальные материалы для поверхностного слоя корпуса пресс-формы, которые позволяют реализовать весь процесс обработки: изготовление оболочки пресс-формы может осуществляться по чертежам заказчика, используется бесвакулесная плавка флюса, а литье заготовок производится в сочетании с процессом инвестиционного литья, а затем осуществляется механическая обработка и обработка поверхности. Кроме того, шероховатость поверхности необработанной поверхности отливок, производимых нашей компанией, достигает Ra3.2, допуск размеров CT6, повышается коррозионная стойкость изделий, снижается стоимость обработки, повышается эффективность производства. Материал: ZM5 Плотность: 1,79 ~ 1,81 г / см3 Механические свойства: Rm: 240-270 МПа, A: 4-6% Теплопроводность: 78,5 Вт / (м-C) Удельная теплоемкость: 1047 Дж / (кг-C)

Поковки из магниевого сплава
Растягивающие механические свойства поковок без магниевого сплава
|
Степень |
статус поставки |
Состояние образца |
Вес кг |
Направление отбора проб |
Результаты испытаний на растяжение при комнатной температуре |
Твердость по Виккерсу/ HV |
||
|
прочность на растяжение Rm /МПа |
Задает непропорциональное расширение. Прочность Rp0.2/МПа |
Относительное удлинение после разрыва /A % |
||||||
|
ЛЗ91 |
H |
H |
≤300 |
L |
130 |
95 |
25 |
45-55 |
|
ЛА91 |
H |
H |
≤300 |
L |
135 |
100 |
20 |
45-55 |
|
ЛА141 |
H |
H |
≤300 |
L |
130 |
95 |
20 |
45-50 |
|
ЛАЗ931 |
H |
H |
≤300 |
L |
175 |
135 |
10 |
55-60 |
|
ЛАЗ933 |
H |
H |
≤300 |
L |
185 |
145 |
8 |
55-60 |
|
МА18 |
H |
H |
≤300 |
L |
175 |
135 |
30 |
50-55 |
|
МА21 |
H |
H |
≤300 |
L |
205 |
165 |
10 |
60-70 |
|
AZ31B |
Н12 |
Н12 |
≤300 |
L |
235 |
140 |
5 |
50-60 |
|
ЗК61М (МБ15) |
Т5 |
Т5 |
≤300 |
L |
275 |
195 |
5 |
65-75 |
|
МБ25 |
Т5 |
Т5 |
≤300 |
L |
305 |
240 |
6 |
65-75 |
|
МБ26 |
Т5 |
Т5 |
≤300 |
L |
325 |
245 |
5 |
65-75 |
|
ВЭ43 |
Т5 |
Т5 |
≤300 |
L |
263 |
181 |
2.7 |
70-77 |
|
VW63 |
Т5 |
Т5 |
≤300 |
L |
278 |
195 |
15.5 |
70-85 |
|
VW94 |
Т5 |
Т5 |
≤300 |
L |
390 |
362 |
2.76 |
90-130 |
|
Представительский стандарт |
Национальный стандарт Китайской Народной Республики "GBn 250-85" Национальный стандарт Китайской Народной Республики «GB/T 37596-2019» |
|||||||